Контроль стяжного болта поглощающего аппарата дефектоскопом МД-12ПШ: различия между версиями
Перейти к навигации
Перейти к поиску
| Строка 3: | Строка 3: | ||
|description= Технология магнитопорошковых деталей подвижного состава, контроль стяжного болта поглощающего аппарата дефектоскопом МД-12ПШ. | |description= Технология магнитопорошковых деталей подвижного состава, контроль стяжного болта поглощающего аппарата дефектоскопом МД-12ПШ. | ||
}} | }} | ||
| + | |||
| + | {{XK|Wikirail|Главная|Категория:Техническая диагностика подвижного состава|Техническая диагностика подвижного состава|Категория:Технология магнитопорошкового контроля деталей подвижного состава | ||
| + | |Технология магнитопорошкового контроля деталей подвижного состава }} | ||
__TOC__ | __TOC__ | ||
Версия 11:41, 15 марта 2021
Главная → Техническая диагностика подвижного состава → Технология магнитопорошкового контроля деталей подвижного состава
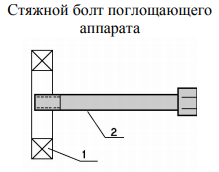
1. Расположить на подставке деталь так, чтобы один его конец с резьбовой частью входил в рабочее отверстие соленоида на 30 – 50 мм.
2. Включить соленоид.
3. Нанести магнитную суспензию на всю деталь.
4. Медленно переместить соленоид к головке болта и вернуть его в исходное положение.

5. После стекания суспензии в течение 5 – 10 с осмотреть поверхность болта с применением лупы (при осмотре резьбы). Выключить соленоид.
6. Перевернуть болт и повторить операции по п. 2 – 5.